Check back on this post from time to time. I plan on updating pictures as more parts finish.
I received a sample of filament from Colorfabb.com today. They make a PLA/PHA blend. Major advertised benefits being that it prints similarly to PLA, but has some added toughness from the addition of the PHA. To me, this sounds like a dream. None of the fighting with warpage and build plate adhesion that you get with ABS or nylon without the brittleness of standard PLA. Rumor has it that it also prints a little smoother making the layers a little less visible. It's a little on the pricey side, but is reasonably comparable to other premium PLA.
Our samples are being tested on an Ultimaker, a Makerbot Replicator 2, and a Robo3D. If all goes well through our testing, we will be ordering a bunch of spools to distribute to a handful of lucky US 3D printers at a group buy prices (both 1.75mm and 3.0mm sizes). If all goes well with THAT, then we will be offering this material for resale in the US. If you are a prolific PLA printer and want to try something new, send me a message. My initial perception is that the filament itself is significantly more flexible than straight PLA filament. It also just feels smoother. So, for starters, here's a Stretch Bracelet in Magenta. Ultimaker at 0.1mm layer height.

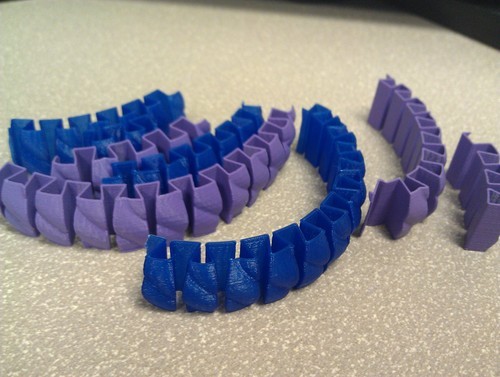
I tried a little impromptu mechanical testing with the bracelets. My sister-in-law snagged the magenta one, but I printed another in ultramarine blue, then printed another in regular grape colored PLA. I then pulled them until they broke. The standard PLA elongated to about 5". The PLA/PHA got to about 8.5". More important than the total elongation may be the failure mode. The regular PLA shattered into 2 fragments, snapped back, and cut my finger. The PLA/PHA broke at a single point with a lot less force. So, this definitely supports the more ductile type claims. I also broke them into more pieces because I like to break things. Here are the pieces.
Next up I tried out a no coin bottle opener. Rush print on this one at 200 micron in blue grey at high speed so the layers are a little rough. Opened up my bottle with no issue!
No coin bottle opener mk. II (JeppeHeiniMikkelsen) / CC BY-ND 3.0
 You tube video of it in action:
You tube video of it in action: Another off the ultimaker by one of my favorite creators.
NOW we get to the really good stuff. I also received a sample of their new material XT. This prints at a higher temperature, but is still a biopolymer. Not exactly sure what the blend is, but it smells like sugar when it melts. Another stretchy bracelet

Some tensile dogbones (guess what I'll be doing with these?)

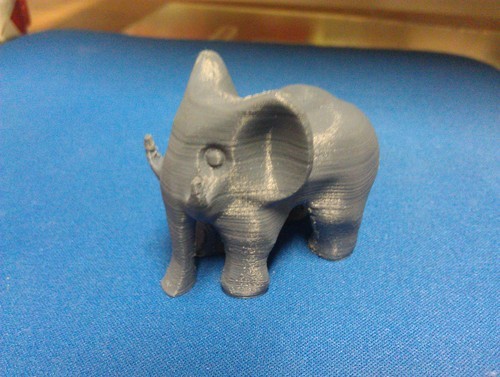
Finally I ran this.
I wasn't paying attention and initially printed it at tiny scale. Here it is in my wedding ring.
 I ran it again a little bigger. It's kind of hard to capture the detail in a photograph, but this material is really amazing for 3D printing. The layers blend together incredibly well giving it the appearance of a matted molded part.
I ran it again a little bigger. It's kind of hard to capture the detail in a photograph, but this material is really amazing for 3D printing. The layers blend together incredibly well giving it the appearance of a matted molded part. 
 I tried a little impromptu mechanical testing with the bracelets. My sister-in-law snagged the magenta one, but I printed another in ultramarine blue, then printed another in regular grape colored PLA. I then pulled them until they broke. The standard PLA elongated to about 5". The PLA/PHA got to about 8.5". More important than the total elongation may be the failure mode. The regular PLA shattered into 2 fragments, snapped back, and cut my finger. The PLA/PHA broke at a single point with a lot less force. So, this definitely supports the more ductile type claims. I also broke them into more pieces because I like to break things. Here are the pieces.
I tried a little impromptu mechanical testing with the bracelets. My sister-in-law snagged the magenta one, but I printed another in ultramarine blue, then printed another in regular grape colored PLA. I then pulled them until they broke. The standard PLA elongated to about 5". The PLA/PHA got to about 8.5". More important than the total elongation may be the failure mode. The regular PLA shattered into 2 fragments, snapped back, and cut my finger. The PLA/PHA broke at a single point with a lot less force. So, this definitely supports the more ductile type claims. I also broke them into more pieces because I like to break things. Here are the pieces.  Next up I tried out a no coin bottle opener. Rush print on this one at 200 micron in blue grey at high speed so the layers are a little rough. Opened up my bottle with no issue! No coin bottle opener mk. II (JeppeHeiniMikkelsen) / CC BY-ND 3.0
Next up I tried out a no coin bottle opener. Rush print on this one at 200 micron in blue grey at high speed so the layers are a little rough. Opened up my bottle with no issue! No coin bottle opener mk. II (JeppeHeiniMikkelsen) / CC BY-ND 3.0
 You tube video of it in action: Another off the ultimaker by one of my favorite creators.
You tube video of it in action: Another off the ultimaker by one of my favorite creators.
 NOW we get to the really good stuff. I also received a sample of their new material XT. This prints at a higher temperature, but is still a biopolymer. Not exactly sure what the blend is, but it smells like sugar when it melts. Another stretchy bracelet
NOW we get to the really good stuff. I also received a sample of their new material XT. This prints at a higher temperature, but is still a biopolymer. Not exactly sure what the blend is, but it smells like sugar when it melts. Another stretchy bracelet  Some tensile dogbones (guess what I'll be doing with these?)
Some tensile dogbones (guess what I'll be doing with these?)  Finally I ran this.
I wasn't paying attention and initially printed it at tiny scale. Here it is in my wedding ring.
Finally I ran this.
I wasn't paying attention and initially printed it at tiny scale. Here it is in my wedding ring.  I ran it again a little bigger. It's kind of hard to capture the detail in a photograph, but this material is really amazing for 3D printing. The layers blend together incredibly well giving it the appearance of a matted molded part.
I ran it again a little bigger. It's kind of hard to capture the detail in a photograph, but this material is really amazing for 3D printing. The layers blend together incredibly well giving it the appearance of a matted molded part. 