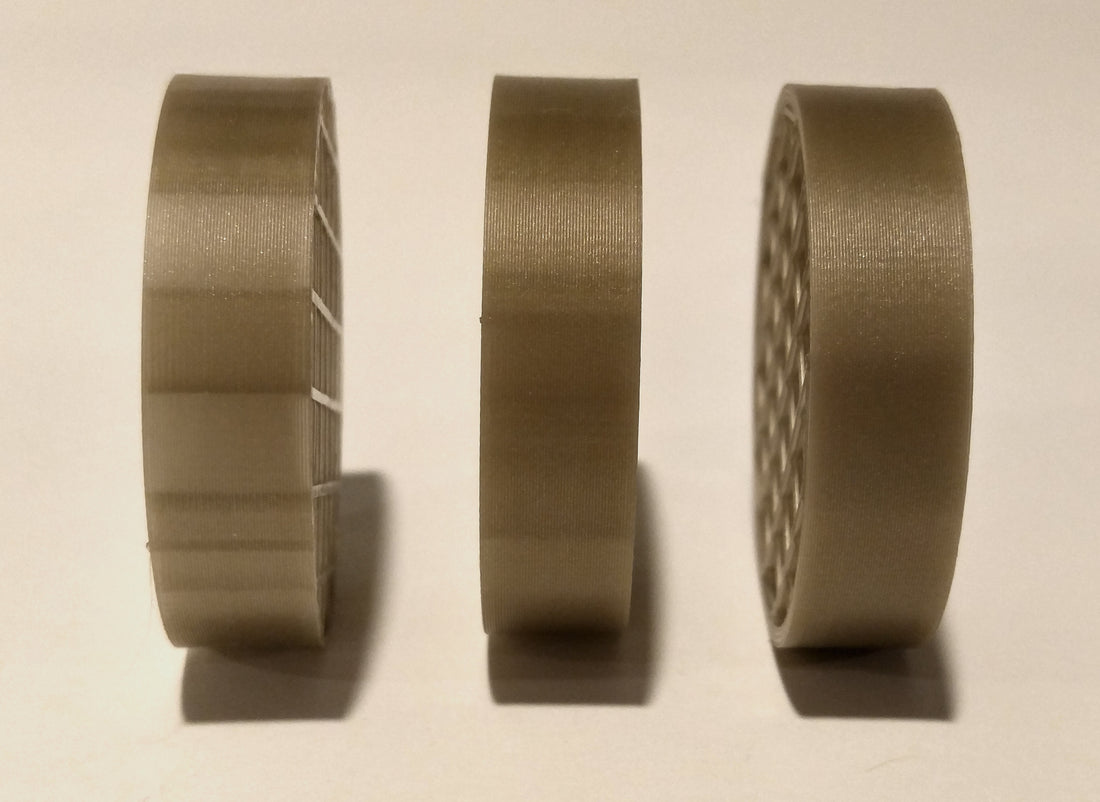
Sometimes, infill is visible through the surfaces of a print. Even when the plastic is opaque enough not to show the infill by translucence, the infill pattern can sometimes be...
Read more...
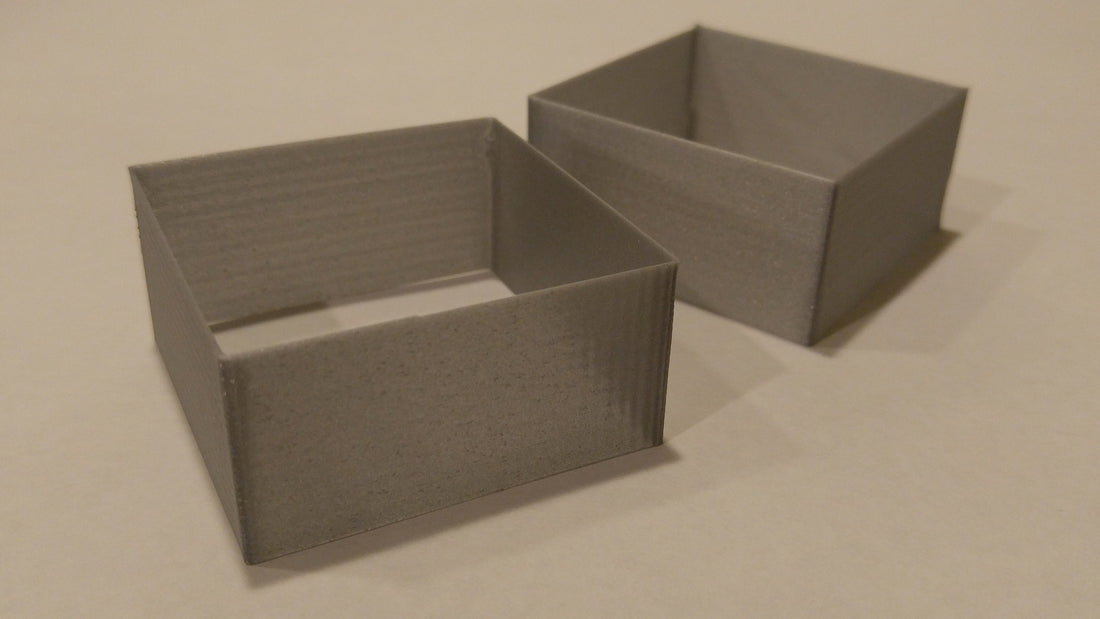
There are two main opposing types of errors that can produce poor corners: ringing and corner swell. To achieve high-quality corners, certain parameters must be matched to the printer’s physical...
Read more...
If you are active on any number of Facebook 3D Printing groups, there's a good chance you've had a positive interaction with Daniel Halvorson. I'm active on a lot of...
Read more...